
Anodisiertechnologie • Energiesysteme
Mikroelektronik • Systemsoftware
Mikroelektronik • Systemsoftware
 Eloxieranleitung
Eloxieranleitung

")
Eloxieranleitung / Selber eloxieren |


|
Version 1.3 vom 10. Juli 2018
Eloxieren von Aluminium? Ist das nicht sehr kompliziert und nur durch spezialisierte und deswegen teure Unternehmen möglich? Nein, mit passenden Hilfsmitteln und Farbstoffen ist eloxieren sogar recht einfach. Diese Anleitung stellt Ihnen das nötige Hintergrundwissen zur Verfügung und zeigt Ihnen, wie Sie Ihre Aluminiumstücke verschönern und härten können.

Diese Anleitung haben wir nach bestem Wissen für Sie zusammengestellt. Dennoch können sich natürlich immer Fehler und Ungenauigkeiten einschleichen, weswegen wir nicht für die Korrektheit der Anleitung garantieren können. Bitte bedenken Sie, dass die verwendeten Chemikalien zum Teil aggressiv und giftig sind. Befolgen Sie deshalb im eigenen Interesse genauestens die angegebenen Sicherheitshinweise! Sie handeln auf eigene Verantwortung. Wir haften in keiner Weise für irgendwelche Schäden, die durch Anwendung des hier beschriebenen Verfahrens entstehen.
Dieses Dokument ist urheberrechtlich geschützt. Es darf zu privaten Zwecken kopiert und weitergegeben werden, sofern es vollständig und unverändert bleibt. Jegliche Veröffentlichung (z. B. Einstellen ins Internet) und insbesondere die kommerzielle Nutzung bedarf unserer schriftlichen Zustimmung.
Eloxieren (von Eloxal: elektrolytisch oxidiertes Aluminium) oder auch Anodisieren (im Engischen findet man ausschließlich „anodising“) nennt man den Aufbau einer starken Oxidschicht mit Hilfe eines elektrolytischen Bades bei Aluminium und vielen seiner Legierungen. Spezielle Verfahren führen auch bei Titan zu einer solchen Schicht wohingegen andere Metalle (Eisen, Kupfer etc.) sich nicht anodisieren lassen.
 Dabei wird die Oberfläche in einem ersten Schritt in einem elektrochemischen Prozess umgewandelt und bis zu einer
gewissen Dicke porös. Nach dem eigentlichen Eloxiervorgang werden diese Poren durch sogenanntes Verdichten geschlossen und
die chemische Zwischenverbindung in ihre Endform überführt. Taucht man das Bauteil vor dem Verdichten z.B. in ein
entsprechendes Farbbad, so lagern sich Farbstoffmoleküle in den Poren ein und können dann mitversiegelt werden.
Durch zusätzliche Verwendung von Farbpasten lassen sich kratzfeste, mehrfarbige Oberflächen erzeugen
Dabei wird die Oberfläche in einem ersten Schritt in einem elektrochemischen Prozess umgewandelt und bis zu einer
gewissen Dicke porös. Nach dem eigentlichen Eloxiervorgang werden diese Poren durch sogenanntes Verdichten geschlossen und
die chemische Zwischenverbindung in ihre Endform überführt. Taucht man das Bauteil vor dem Verdichten z.B. in ein
entsprechendes Farbbad, so lagern sich Farbstoffmoleküle in den Poren ein und können dann mitversiegelt werden.
Durch zusätzliche Verwendung von Farbpasten lassen sich kratzfeste, mehrfarbige Oberflächen erzeugen
Die so entstandene Eloxalschicht ist sehr hart und gegen viele chemische Substanzen resistent. Außerdem erhalten Aluminiumteile dadurch ein veredeltes, teures Aussehen. Im Gegensatz zu üblichen Lacken können Eloxalschichten nicht abblättern, da sie aus oberflächlichem Aluminium erzeugt werden und deswegen innigst mit diesem verbunden sind. Bei der Wiederverwertung von eloxiertem Aluminium müssen keine problematischen Lackschichten entsorgt werden, da die Eloxalschicht sehr dünn ist und sich als Schlacke im Schmelzofen ablagert. Somit ist Eloxieren nicht zuletzt eine sehr umweltfreundliche Form der Oberflächenveredelung.
Blankes Aluminium oxidiert an der Luft sehr schnell, überzieht sich dabei allerdings mit einer luftundurchlässigen farblosen Oxidschicht (Al2O3). Diese sehr dünne (typischerweise 0,5-1µm dicke) Schicht schützt das Metall vor weiterem Angriff des Luftsauerstoffs. Sie ist recht weich und unansehnlich und genügt wegen ihrer sehr geringen Stärke keinen höheren Ansprüchen. Allerdings kann man durch gezielten Aufbau dieser Schicht mit Hilfe eines wässrigen Elektrolyten folgende Eigenschaften herausbilden:
Im Eloxierbad laufen im Wesentlichen folgende chemischen Reaktionen ab:
Es fallen zwei Dinge ins Auge:
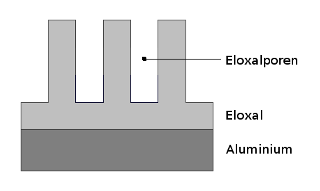
Zuerst entsteht elektrolytisch im Schwefelsäurebad eine geschlossene Schicht, die bei weiterem Wachstum in feine kapillarähnliche Poren übergeht:
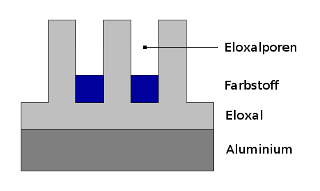
In diese Poren können sich nun Farbstoffmoleküle einlagern:
Zum Schluß werden die Poren durch Versiegeln (auch „Sealing“ genannt) verschlossen.
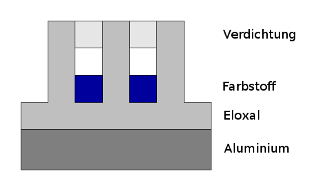
Die Farbe wird also nicht aufgetragen, sondern ist Bestandteil der Eloxalschicht und somit sehr gut gegen Abrieb und chemische Einflüsse geschützt.
Im Folgenden wird in groben Zügen der Ablauf industrieller Eloxierverfahren beschrieben, um einen Einblick zu geben, was alles möglich ist. Welche dieser Verfahrensschritte selbst durchgeführt werden können, erklären wir Ihnen weiter unten.
Zuerst muss die Oberfläche des Aluminiums gründlich gereinigt und eventuell für das spätere Aussehen vorbereitet werden. Je nach gewünschter Oberfläche werden mechanische und chemische Verfahren eingesetzt, zum Beispiel:
Durch spezielles Bürsten und Färben lässt sich mittlerweile eine Oberfläche erzeugen, die Edelstahl zum Verwechseln ähnlich sieht - mit dem großen Vorteil, dass Fingerabdrücke auf Eloxalschichten keine Spuren hinterlassen. Damit sind sie vorzüglich zur Herstellung pflegeleichter Gegenstände geeignet.
Eine wesentliche Vorraussetzung für eine erfolgreiche Eloxierung ist ein absolut fett- und staubfreies Werkstück. Deswegen werden die Werkstücke vor dem Eloxalbad gründlich chemisch gereinigt. Dies geschieht manchmal in Bädern aus Natronlauge, meist aber mit speziellen Reinigern.
Um sämtliche Reste der Reinigungsmittel zu entfernen, werden die Werkstücke gründlich mit Wasser gespült.
Es existieren eine Vielzahl an Elektrolyten für die verschiedensten Spezialanwendungen. Das mit Abstand am weitesten verbreitete und auch einfachste Verfahren zur Herstellung der Eloxalschicht ist das sogenannte Gleichstrom-Schwefelsäure-Verfahren (GS-Verfahren). Hierbei werden die Werkstücke als Anode (Pluspol) in ein wässriges Schwefelsäurebad getaucht, während die Kathode (Minuspol) z.B. durch Blei-, Aluminium-, oder
Titanplatten dargestellt wird. Bei ca. 12-18 Volt Gleichspannung und Stromdichten von 1,5 A/dm² erfolgt das Anodisieren über 20-60 Minuten.
Weitere Verfahren sind das Chromsäure- und das Oxalsäureverfahren.
Beim Harteloxalverfahren wird die Schichtdicke durch sehr hohe Badspannungen und tiefe Badtemperaturen nochmal deutlich erhöht.
Diese Schichten werden für härteste Einsatzbedingungen (Gleitlagerschalen, Hydraulikelemente, Seewasserbereich) in der Industrie verwendet.
Um sämtliche Reste der Säure zu entfernen und das Farbstoffbad zu schützen, werden die Werkstücke nochmals gründlich mit Wasser gespült, eventuell wird gezielt neutralisiert.
Im Farbbad erfolgt dann die Einfärbung der gebildeten Eloxalschicht bei etwa 50 Grad Celsius. Je nach Konzentration, gewünschter Farbnuance und Legierung des Werkstücks verweilt es hier bis zu 20 Minuten.
Direkt nach dem Farbbad verbringt man die Werkstücke in kochendes Wasser, wo die Eloxalschicht verdichtet wird. Eingeschlossene Farbpigmente werden so versiegelt und es bildet sich die gewünschte kratzfeste Oberfläche.
Das gesamte industrielle Verfahren unterliegt natürlich stetiger Kontrolle, etwa durch Bestimmung der Säure- oder Farbkonzentration, Messen der Schichtdicke und Sichtprüfungen. Zum Teil sind hier aufwändige Verfahren nötig, die den Rahmen des Heimanwenders sprengen würden. Mit etwas Sorgfalt können diese Nachteile aber größtenteils ausgeglichen werden, da man gerade bei Kleinserien sich jedem Werkstück intensiv widmen kann.
Nun kommen wir zum praktischen Teil, wo wir Ihnen zeigen, wie Sie mit recht einfachen Mitteln Aluminium eloxieren und färben können. Die Ergebnisse können sich sehen lassen und sind bei etwas Sorgfalt mindestens so gut wie in der Industrie.
Wegen der teilweise aggressiven Chemikalien und der entstehenden Gase und Dämpfe sollten Sie alle Arbeitsschritte an einem gelüfteten und unempfindlichen Ort durchführen.
Wie gut sich ein Werkstück eloxieren lässt, hängt hauptsächlich von der verwendeten Legierung ab. Reines Aluminium eignet sich am besten, findet aber wegen seiner Weichheit kaum als Werkstoff Verwendung. Die am häufigsten verwendete Legierung für Eloxal ist AlMgSi0,5. Aluminium-Silizium-Legierungen mit hohem Siliziumanteil werden Ihrer sehr guten Giessbarkeit häufig für Gussteile eingesetzt und bilden auch gute Eloxalschichten aus - allerdings besitzen diese eine dunkle Eigenfärbung und sind deswegen nicht für helle Färbungen geeignet. Eine Liste der gängigsten Aluminiumlegierungen und ihrer Eloxier- und Färbbarkeit finden Sie in unserem Downloadbereich.
Prinzipiell gilt: Je reiner das Aluminium in der Legierung vorliegt, desto besser lässt sich diese eloxieren - und leider umso schlechter
spanend verarbeiten. Die Unterscheidung der einzelnen Legierungen ist für den Laien schwierig, allerdings gibt es einige Anhaltspunkte:
Desweiteren spielt die Oberfläche des Werkstücks eine wichtige Rolle. Bei Gussteilen hat man zum Beispiel häufig rauhe, poröse und mitunter rissige Oberflächen. Durch entsprechende mechanische und chemische Vorbehandlung können solche Mängel aber zumindest abgemildert werden.
Profile können bereits eloxiert sein - bitte überprüfen Sie dieses vorher. Eine vorhandene Eloxalschicht muss vor dem
erneuten Eloxieren durch Beizen oder mechanisch entfernt werden!
Auf jeden Fall sollten Sie bei jeder neuen Legierung einen Probedurchgang zum Beispiel mit einem Abfallstück durchführen!
Wichtig:
Während des Eloxiervorgangs wird das Werkstück durch die Schichtbildung etwas größer. Je nach erzeugter Schichtstärke sind 0,005 bis 0,03 mm
möglich. Bei passgenauen Teilen muss dieser Zuwachs deswegen unbedingt eingerechnet werden. Gewindegänge hingegen sind aufgrund des relativ großen Spieles unkritisch.
Die notwendigen Chemikalien und Materialien sollten eigentlich überall preiswert erhältlich sein. Wenn Sie Probleme bei der Beschaffung haben: alle Chemikalien, die Sie zum Eloxieren benötigen, bekommen Sie in der Apotheke. Dort sind die Sachen natürlich etwas teurer. Im Folgenden finden Sie eine Aufstellung mit Mengenangaben für erste Versuche:
Es folgt die Beschreibung der erforderlichen Arbeitsschritte, um selbst zum Erfolg zu gelangen. Wenn Sie sich an diese Anleitung halten, sollten Sie sehr schöne Werkstücke erhalten, die professioneller Fertigung in nichts nachstehen.
Salpetersäure und Natronlauge sind extrem aggressive Substanzen. Vermeiden Sie
jeglichen Haut- und Augenkontakt! Tragen Sie unbedingt eine Schutzbrille,
säure-/laugenfeste Handschuhe und robuste Kleidung. Bedenken Sie auch, dass Salpetersäure stark
oxidierend wirkt. Es besteht bei Kontakt insbesondere mit organischen Stoffen (z.B. Baumwolle)
Selbstentzündungsgefahr!
Bei Augenkontakt spülen Sie diese sofort unter fließendem Wasser aus und suchen Sie unverzüglich einen Arzt auf. Erblindungsgefahr!
Je nach gewünschter Oberfläche wird das Werkstück mechanisch vorbehandelt (zum Beispiel: Schleifen, Bürsten, Polieren). Bitte beachten Sie, dass die spätere Eloxalschicht keine Oberflächenfehler verzeiht - im Gegenteil: diese treten häufig noch deutlicher zu Tage. Seien Sie deswegen sorgfältig bei den Vorbereitungen - Sie ersparen sich dadurch den Ärger eines später ständig sichtbaren Kratzers oder sogar einer kompletten Wiederholung der gesamten Prozedur.
Alle Verunreinigungen (auch Fingerabdrücke) auf der Oberfläche verschlechtern oder verhindern die Bildung der Eloxalschicht an dieser Stelle. Deswegen ist es wichtig, das Werkstück vorher auch chemisch gründlich zu reinigen. Dies kann zum Beispiel mit Natronlauge (die zusätzlich die Oberfläche leicht anbeizt) geschehen. Besser ist jedoch die Verwenung von speziellen Reinigungsmitteln, die extra für diesen Zweck entwickelt wurden.
Nach der Reinigung dürfen Sie das Werkstück nicht mehr berühren! Tauchen Sie es nun in das Bad mit Leitungswasser, um die Reste des Reinigungsmittels durch ausgiebiges Spülen zu entfernen. Je nach Größe und Komplexität des Werkstücks ist es ausreichend, es unter reichlich fliessendes Wasser zu halten.
Bemerkung:
Ein kurzes Eintauchen des Werkstücks in Salpetersäure zum jetzigen Zeitpunkt erleichtert danach die Bildung einer
schönen Eloxalschicht, ist unserer Meinung nach aber nur in Ausnahmefällen den zusätzlichen Aufwand wert, weshalb
wir hier nicht näher darauf eingehen.
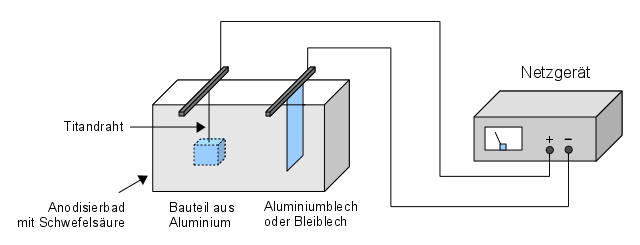
Dieses ist der wichtigste Arbeitsschritt. Die folgende Grafik zeigt den prinzipiellen Aufbau des Eloxierbades:
Der eigentliche Eloxiervorgang findet in 15-20%iger Schwefelsäure statt. Die genaue Konzentration ist nicht kritisch. Wer normale Batteriesäure (ca. 37% H2SO4) zur Verfügung hat, kann durch Mischung mit destilliertem Wasser im Verhältnis 1:1 das Eloxierbad ganz leicht herstellen. Hierbei und insbesondere beim Verdünnen von hochkonzentrierter Säure gilt:
Niemals das destillierte Wasser direkt in die Schwefelsäure giessen - immer umgekehrt: Langsam die
Schwefelsäure in das (möglichst kalte) destillierte Wasser einrühren. Da sich das Gemisch beim Verdünnen
stark erwärmt, besteht sonst Spritz- und Verdampfungsgefahr!
Natürlich gilt auch hier: Unbedingt Schutzbrille, Handschuhe sowie alte Kleidung tragen!
Ist die Lösung hergestellt, kann sie problemlos längere Zeit z.B. in Kanistern aufbewahrt werden. Vergessen Sie
nicht, die Behälter deutlich zu kennzeichnen und keinesfalls Trinkgefäße (Flaschen, etc.) zu
verwenden.
Die Konzentration der Säure lässt sich später leicht zum Beispiel mit einem sogenannten Aräometer (Senkwaage) bestimmen. Dabei zeigt die Eintauchtiefe des Aräometers die Dichte der Säure an, über die auf deren Konzentration geschlossen werden kann.
Alle zu eloxierenden Oberflächen des Werkstücks müssen in das Säurebad eintauchen, da nur die der Säure ausgesetzten Oberflächen die Eloxalschicht bilden können. Dies erreicht man am einfachsten durch Titandraht, der z.B. in eine im Werkstück vorhandene Bohrung gesteckt wird. Da über die Befestigung gleichzeitig der Strom fließt, sollte die Verbindung innig und die Kontaktstelle unverrutschbar sein. Es reicht also nicht, dass die Werkstücke wie auf einer Perlenschnur aufgefädelt werden. Oft reicht es aber, den Draht mehrmals möglichst fest um das Werkstück zu wickeln oder diesen "V"-förmig einzuklemmen. Dieser liegt dann an den Kanten auf, so daß man auf den großen Oberflächen keine Fehlstellen erhält. Wichtig ist übrigens, nur Aluminium gleicher Legierung oder säureresistente Leiter (ideal ist Reintitan) für die Halterung zu verwenden - andere Metalle sind nicht geeignet (Stichwort: elektrochemische Spannungsreihe der Metalle)!
Unser Werkstück bildet die Anode - wir schließen also hier den Pluspol (meist rot gekennzeichnet) unserer Stromquelle an. Die Kathode bildet unser Aluminium/Bleiblech und wir verbinden dieses mit dem Minuspol (meist schwarz) unserer Stromquelle.
Die Schichtdicke wird hauptsächlich durch Variation der Eloxierdauer und der Stromstärke bestimmt, ist also von der geflossenen Ladungsmenge abhängig. Als groben Richtwert der einzustellenden Stromstärke empfehlen wir etwa
1,5 A pro 100 cm² Oberfläche
bei einer Eloxierdauer von ca. 60 Minuten (= 3600 Sekunden) und einer Badtemperatur von +20°C.
Zum besseren Verständnis folgt ein kleines Beispiel:
Unser Werkstück sei ein Aluminiumwürfel mit 10cm Kantenlänge. Unsere Stromquelle liefere maximal 6 Ampere. Die Gesamtfläche des Würfels (= sechs Seiten) ergibt sich zu:
10cm * 10cm * 6 = 600 cm²
Daraus folgt mit obigem Richtwert, dass die Stromquelle einen Strom von
600 cm² / 100 cm² * 1,5 A = 9 A
für 60 Minuten liefern sollte. Da unsere Stromquelle nur 6 A liefern kann, erhöht sich die Eloxierdauer entsprechend:
9 A / 6 A * 3600s = 5400s
was 1,5 Stunden Baddauer entspricht. Die Devise hierbei lautet: Lieber etwas länger als zu kurz. Wir lassen unseren Würfel also für 90 Minuten bei 6 Ampere im Bad.
Diese Werte sind natürlich nur ungefähre Anhaltspunkte, da das Ganze, wie oben bereits beschrieben, von der verwendeten Legierung abhängt. Wichtig ist jedenfalls, daß man auch wirklich alle Flächen, die mit der Säure in Berührung kommen, in die Rechnung mit einbezieht.
Während des Wachstums der Eloxalschicht erhöht sich deren elektrischer Widerstand und der Stromfluss sinkt. Dieses kann man per Hand durch Erhöhung der Spannung ausgleichen oder man verwendet gleich ein stromgeregeltes Netzteil und stellt den gewünschten Strom vorher ein.
Es bildet sich nach und nach eine eine mattierte Oberfläche heraus und der Glanz verschwindet. An der Kathode bilden sich Blasen aus Wasserstoff. Dies ist normal und zeigt, dass die elektrochemische Reaktion abläuft.
Um bei einer unbekannten Legierung die Dauer abschätzen zu können, sollten Sie zuerst einen Rest als Teststück einsetzen. Dieses hängen Sie z.B. im Abstand von zehn Minuten jeweils zwei Zentimeter tiefer in das Bad. So erstellen sie eine Testreihe, aus der Sie später leicht die optimale Zeit für die Baddauer ermitteln können (bei der Färbung ist dieselbe Prozedur nützlich, um Farbnuancen herstellen zu können).
Wasserstoff ist entzündlich und kann mit Luftsauerstoff explosive Gemische bilden. Obwohl nur sehr wenig Wasserstoff entsteht, sollten Sie deswegen jegliches offenes Feuer in der Nähe des Eloxierbades vermeiden und für gute Belüftung sorgen!
Vor dem Färben muss das Werkstück gründlich unter fliessendem Wasser und dann destilliertem Wasser gespült werden - bei kompliziert geformten Teilen sollte man die noch vorhandene Schwefelsäure zusätzlich durch mehrminütiges Wässern in einem destillierten Wasserbad entfernen.
Das gespülte Werkstück taucht man nun in das etwa 50 Grad Celsius warme Farbbad ein und schwenkt es in dieser leicht hin und her, um die Aufnahme des Farbstoffs zu beschleunigen. Denken Sie bitte auch hier daran: das Werkstück wegen möglicher Fingerabdrücke nicht an seinen eloxierten Oberflächen berühren - am besten fassen Sie es nur an der Aufhängung.
Die Konzentration des Farbbades ist abhängig vom Farbstoff und der gewünschten Farbsättigung. Je nach Farbintensität und Konzentration des Bades beträgt die Verweildauer 2-20 Minuten. Bei der Bestimmung der Dauer für eine bestimmte Farbsättigung hilft auch wieder die weiter oben beschriebene Methode der Testreihe. Diesmal muss man natürlich ein gleichmäßig eloxiertes Werkstück zur Verfügung haben, das frisch aus dem Schwefelsäurebad kommt. Je länger die Werkstücke im Farbbad verweilen, desto intensiver wird die Färbung. So lassen sich sehr einfach hauchzarte Färbungen bis hin zum satten Farbton erzeugen.
Bestimmte Farbstoffe lassen sich auch mischen oder in Bädern hintereinander anwenden. Durch die chemischen Eigenschaften lagern sich diese an unterschiedliche Stellen der Eloxalporen an und ergeben so eine Mischfärbung.
Man muß natürlich nicht färben. Wer den schlichten „Alulook“ mag, kann auch gleich zum Versiegeln übergehen. Das ergibt dann ein silbrig-mattes Aussehen, wie es üblicherweise Aluminiumprofile besitzen, die z.B. als Meterware in Baumärkten verkauft werden.
Bis zu diesem Punkt ist es recht einfach möglich, bei schlechten Ergebnissen die ganze Prozedur abzubrechen und von vorne zu beginnen (d.h. Abbeizen der Eloxalschicht mit Natronlauge, säubern, eloxieren, etc.). Aufgabe.
Deswegen die Bitte:
Untersuchen Sie das Werkstück zu diesem Zeitpunkt genauestens auf Oberflächenfehler!
Dieses ist der wesentliche Vorgang, um die harte und strapazierfähige Eloxaloberfläche zu erzeugen - und dabei relativ einfach. Das Werkstück wird einfach für ca. 60 Minuten in kochendes (nicht nur warmes!) Wasser gehalten. Dadurch schließen sich die Poren der Oberfläche und die Zwischenverbindung wir in ihre Endform überführt, die für die extreme Härte der Schicht verantwortlich ist. Wir empfehlen hierfür ebenfalls destilliertes Wasser und unsere speziellen Sealingzusätze, da normales Leitungswasser zu Kalkablagerungen führen kann.
Es sollte einleuchten, dass man die benutzten Chemikalien nicht einfach in den Abfluss schütten darf. Es folgen Hinweise, um diese unschädlich zu machen (Schutzbrille und Schutzhandschuhe tragen!):